Смазки пластичные: состав, характеристики, применение, производство
Смазки пластичные – особый тип смазочных материалов, который используется для обслуживания различных видов техники и обеспечивает стабильную работу и долговечность механизмов. Их также называют консистентной, из-за соответствующих физических свойств. Они изготавливаются из базового жидкого масла и загустителя. Такая комбинация обеспечивает пластичную структуру во время работы, что не позволяет смазке растекаться в разные стороны.

Состав пластичных смазок
Состав пластических смазок обычно выглядит следующим образом:
- масленая основа;
- загуститель;
- присадки.
Масляная основа обычно составляет около 80%, так как даже 10% загустителя может быть достаточно для достижения необходимой консистенции и физических свойств.

- Основа
В качестве основы применяются синтетические и минеральные масла, которые также используются для производства жидких смазок. Минеральные, то есть нефтяные, масла предварительно подготавливаются. Их очищают с помощью водорода, методом гидроочистки. Это необходимо для снижения сернистости, что позитивно влияет на антиокислительные свойства готового продукта. Такие типы применяются в узлах, которые работают при небольших нагрузках и перепадах рабочих температур.Синтетическую основу применяют в тех случаях, когда необходимо обслуживание высокооборотных узлов. Чаще всего они применяются в скоростных подшипниках и редукторах. - Загуститель.
Загуститель составляет до 15% от объема готового продукта. Процесс смешивания основы и загустителя должен выполнятся при определенных условиях, с соблюдением особого температурного режима. Для приготовления используются специальное оборудование, в виде миксеров. После остывания смесь получает свои свойства и структуру, которые не меняются в процессе хранения и эксплуатации.Чаще всего используется мыла жирных кислот, твердые углеводы или неорганические соединения. - Присадки.
Присадки занимают наименьшую долю в составе, но их применение очень важно для получения особых технологических свойств. Обычно присадки применяются для:- получения антикоррозийных свойств;
- продления срока эксплуатации обслуживаемых механизмов;
- препятствия окисления самой мазки;
- снижения трения во время работы механизмов;
- повышения адгезии, чтобы пластичная смазка хорошо удерживалась на рабочей поверхности.

В качестве присадок обычно используются такие материалы как медь, тальк, слюда и графит.

Характеристики и применение
Характеристики смазок отличаются разнообразием, основываясь на которых можно определить, для каких целей и механизмов можно ее использовать.
Эксплуатационные свойства пластичных смазок характеризуются следующими показателями:
- Температура каплепадения – это показатель, который указывает на граничную температуру, при которой состав расплавляется и выделяется первая капля масла. Для нормальной работы обслуживаемых узлов, этот показатель должен превышать минимум на 10 градусов их рабочую температуру. Универсальные смазки, к которым относятся литиевые, имеют показатель каплепадения на уровне 170 градусов. Более устойчивые (кальциевые, бариевые) способны выполнять свои функции при температурах до 250 градусов.
- Консистенция – показатель, определяющий степень густоты. Методы определения консистенции бывают разные, но стандартным считается проверка с помощью пенетрометра, погружаемого в продукт. Прибор показывает число пенетрации. Чем выше его показатель, тем консистенция смазки более мягкая. Чтобы определить изменения вязкости при различных температурах, пенетрометр используют при различных температурах, с диапазоном в 25 градусов. Это необходимо для определения подходящей смазки для узлов, работающих при значительном колебании температур.
- Вязкость – указывает на текучесть вещества, в результате воздействия критических нагрузок. Вязкость имеет свойство изменения при повышении температур и скорости деформации. От вязкости зависит условия обслуживания узлов, процесса работы механизмов при пусковых моментах.
- Наличие воды в составе – вода в составе очень важный показатель, который сильно влияет на антикоррозийные свойства. Наличие воды в составе для защитных смазок не допускается, для остальных составляющая часть воды не должна превышать 4%.
- Испаряемость – показатель, указывающий на летучесть вещества при строго регламентированной температуре и времени ее воздействия. Чем выше испаряемость, тем ниже срок эксплуатации. Это связано с тем, что в процессе испарения увеличивается количество загустителя в составе. Это приводит к изменения первоначальных свойств и эксплуатационных характеристик.
- Водостойкость – характеризует способность продукта, противостоять воздействию воды, не поглощать ее, не смываться и не изменять своих свойств под ее воздействием. Измерять водостойкость довольно сложно, поэтому для определения методики нужно изучать нормативную-техническую документацию от производителя, где все подробно указано.
- Несущая способность – указывает на свойства масленой пленки, в том числе на критическую температуру разрушения, предел прочности, антифрикционные, противоизносные свойства и критическое давление. Чем несущая способность выше, тем дольше смазка сохраняет свои эксплуатационные свойства.
- Антикоррозионные свойства – указывают на степень защиты узлов трения от воздействия коррозии, путем обслуживания с помощью смазки. Это важнейший показатель, обращая внимание на который можно значительно увеличить эксплуатационный срок обслуживаемых механизмов.
- Отсутствие механических примесей – если в составе содержатся механические примеси, она считается непригодной для использования. Применение пластичных смазок для обслуживания узлов трения не допускается.
- Отсутствие кислот и щелочей – состав должен быть нейтральным, для некоторых составов допускается наличие щелочей, объемом до 0,2%.
- Вибродемпфирующие свойства – некоторые типы смазок применяются в узлах, работающих в условиях сильной вибрации.
Чаще всего этот продукт применяется в различных узлах автомобилей. Практически 50% производимых в мире смазок предназначены именно для обслуживания автомобилей. Большое распространение они получили также в промышленности, где требуется стабильная работа станков и конвейеров. Также стоит отметить горную промышленности и сельское хозяйство, где множество тракторов, экскаваторов и других механизмов невозможно обслуживать без консистентной смазки.
Классификация пластичных смазок
Классификация пластичных смазок основывается на типе загустителя и присадок, которые используются в процессе изготовления.
- Литиевые – производятся с добавлением литиевого мыла, отличаются долговечностью и нетерпимостью к воздействию воды.
- Натриевые – в основе загустителя выступают соли натрия, отличатся небольшой стоимостью и универсальностью. Не подходят для работы при высоких температурах и под воздействием воды.
- Алюминиевые – предназначены для работы при высоких температурах, а также в условиях повышенной влаги, когда требуются особые антикоррозийный свойства.
- Силиконовые – отличается высокой устойчивостью к воде, ее очень тяжело смыть. Обеспечивает минимальное трение рабочих механизмов. Также этот тип можно использовать как для металлических деталей, так и для изготовленных из резины и полимеров.
- Тефлоновые – может использоваться при высоких температурах, до 250 градусов, не изменяя консистенции, оставаясь густой и вязкой. Покрывает механизмы масленой пленкой, которая обладает отличными антифрикционными свойствами. Может применяется в оборудовании, где требуется обеспечить непроводимость тока.
- Полиуретановые – применяются в пищевом и медицинском оборудовании, так как абсолютно безвредные для человеческого организма. Отличаются тем, что со временем полностью разлагаются природным образом.
Универсальных смазок, в понимании этого слова, не существует. Да в некоторых схожих сферах, можно использовать один и тот же состав, но его лучше подбирать в каждом отдельном случае. Различные марки пластических смазок имеют подробные инструкции, указывающие как, в каких условиях и механизмах можно их использовать.
Технология производства
Пластичные смазочные материалы отличаются технологией производства, в зависимости от типа используемой присадки. Независимо от типа производство должно строго соответствовать технологическим нормам и ГОСТу. Очень часто используется стандарт DIN 51502, разработанный немецкими технологами.
Производство состоит из тщательного смешивания компонентов при определенных температурах.
Соблюдение температурного режима очень важно, так малейшее отклонение может привести к расслоению смеси. Смешивание выполняется в специальном оборудовании, типа миксеров.
Процесс охлаждения смеси не менее важен, так как именно он влияет на получение нужной текстуры. Он происходит в специальных холодильных установках. Именно в процессе охлаждения в смесь добавляются присадки.
Скачать ГОСТ 23258-78
Следующий этап изготовления – гомогенизация. Она заключается в пропуске охлажденной смазки через вальцовые краскотерки, что позволяет довершить образование необходимой структуры. После этого может быть проведен процесс деаэрации, в результате чего из смеси удаляется воздух.

Последним этапом является фильтрация, которую выполняют с помощью фильтров разной конструкции и степени очистки. От качества фильтрации напрямую зависит степень антифрикционных свойств продукта.
Преимущества и недостатки
Пластичные смазки, используемые для автомобилей, имеют ряд преимуществ и недостатков. Среди преимуществ можно выделить:
- Позволяют минимизировать возможность возникновения проблем во время запуска и остановки узлов трения.
- Показывают лучшие характеристики работы, в сравнении с жидкими, под давлением.
- Можно использовать для герметизации узлов.
- Качественно защищают механизмы от внешних загрязнителей.
- Существуют составы с твердыми типами присадок.
Недостатков существенно меньше. К ним можно отнести меньшие, в сравнение с жидкими, показатели теплопередачи. Поэтому использование их при высоких рабочих температурах узлов ограничено. Также ограничено использование для высокоскоростных механизмов, обслуживание которых лучше проводить с помощью жидких составов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
ассортимент и применение – Основные средства

А. Скобельцин
Пластичные смазки – самостоятельный вид материалов, обеспечивающих надежность и долговечность техники (ранее их называли консистентными). Их мировое производство составляет около миллиона тонн в год, что значительно меньше выпуска смазочных масел (около 40 млн. т/год).
Итак, пластичная смазка – это структурированная высокодисперсная система, которая состоит, как правило, из базового масла и загустителя. При обычных температурах и малых нагрузках она проявляет свойства твердого тела, т. е. сохраняет первоначальную форму, а под нагрузкой начинает деформироваться и течь подобно жидкости. После снятия нагрузки пластичная смазка вновь застывает. Основное ее назначение – уменьшить износ поверхностей трения и продлить тем самым срок службы деталей машин и механизмов. В отдельных случаях смазки не столько уменьшают износ, сколько упорядочивают его, предотвращают трение и заклинивание смежных поверхностей, препятствуют проникновению агрессивных жидкостей, абразивных частиц, газов и паров. Смазки, которые практически не изменяют своих показателей качества весь период работы в узле трения, относятся к «вечным» (т. е. закладываются одноразово на весь период работы техники) или долго работающим (с большим периодом замены).
Почти все смазки обладают антикоррозийными свойствами. Для защиты металлических поверхностей от коррозии при транспортировке и длительном хранении разработаны консервационные смазки. Для герметизации зазоров в механизмах и оборудовании, а также соединений трубопроводов и запорной арматуры созданы уплотнительные смазки с лучшими герметизирующими свойствами, чем у масел.
Некоторые смазки специального назначения увеличивают коэффициент трения, изолируют или, наоборот, проводят ток, обеспечивают работу узлов трения в условиях радиации, глубокого вакуума и т. п. По составу это сложные коллоидные системы, состоящие из жидкой основы, которая называется дисперсионной средой, и твердого загустителя – дисперсной фазы, а также наполнителей и присадок. В качестве дисперсионной среды используют различные масла и жидкости. Около 97% пластичных смазок готовят из нефтяных продуктов. Применяются и синтетические масла для смазок, работающих в специфичных и экстремальных условиях: сложные эфиры, фторуглероды и фторхлоруглероды, полиалкиленгликоли, полифениловые эфиры, кремнийорганические жидкости. Изза высокой стоимости такие масла растространены не очень широко.
В отдельных случаях используют растительные масла. Работы в этом направлении весьма перспективны, поскольку материалы на основе компонентов биосферного происхождения значительно безопаснее для окружающей среды, чем минеральные аналоги.
| Класс | Диапазон пенетрации, м·10–4, перемешанной смазки (60 двойных ударов) при 25 °С | Визуальная оценка консистенции смазки |
|---|---|---|
| 000 | 445…475 | Очень мягкая, аналогичная вязкому маслу |
| 00 | 400…430 | То же |
| 0 | 355…385 | Мягкая |
| 1 | 310…340 | » |
| 2 | 265…395 | Вазелинообразная |
| 3 | 220…250 | Почти твердая |
| 4 | 175…205 | Твердая |
| 5 | 130…160 | Очень твердая, мылообразная |
| 6 | 85…115 | То же |
Область применения смазки во многом определяется температурой плавления и разложения дисперсной фазы, а также ее концентрацией и растворимостью в масле. От природы загустителя зависят антифрикционные и защитные свойства, водостойкость, коллоидная, механическая и антиокислительная стабильность смазки. Для придания этих свойств в состав вводят соли высших карбоновых кислот, высокодисперсные органические и неорганические вещества, тугоплавкие углеводороды.
В связи с ужесточением режимов эксплуатации узлов трения в большую часть современных пластичных смазок вводят добавки – присадки и наполнители. Используют присадки следующих типов: противоизносные, противозадирные, антифрикционные, защитные, вязкостные и адгезионные. Многие из них – многофункциональные, т.е. улучшают несколько свойств одновременно.
В качестве наполнителей используются высокодисперсные, нерастворимые в маслах вещества, улучшающие эксплуатационные характеристики смазки, но не образующие в ней коллоидной структуры. Чаще применяют наполнители с низким коэффициентом трения: графит, дисульфид молибдена, сульфиды некоторых металлов, полимеры, комплексные соединения металлов и др. Оксиды цинка, титана и одновалентной меди, алюминия, олова, бронзы и латуни широко используют в резьбовых, уплотнительных и антифрикционных смазках для тяжелонагруженных узлов трения скольжения. Обычно эти наполнители добавляют в объеме от 1 до 30% количества смазки.
За рубежом широко используется две классификации, разработанные Национальным институтом по пластичным смазкам (NLGI). Классификация по вязкости группирует все смазки на 9 классов по диапазону пенетрации. Величину пенетрации определяют методом погружения стандартного металлического конуса в пластичную смазку в течение определенного времени. Чем глубже погрузится конус, тем меньше класс NLGI, мягче смазка и, соответственно, тем легче она будет выдавливаться из зоны трения. Смазки с высоким номером NLGI, напротив, будут создавать дополнительное сопротивление и плохо возвращаться в зону трения. Другая, достаточно широко признанная классификация группирует пластичные смазки в 5 классов, основываясь на областях применения на автомобилях.
В России используется несколько систем классификации – по консистенции, по составу и областям применения. По консистенции смазки разделяют на полужидкие, пластичные и твердые. Пластичные и полужидкие представляют собой коллоидные системы, состоящие из дисперсионной среды, дисперсной фазы, присадок и добавок. Твердые смазки до отвердения остаются суспензиями, состоящими из смолы или другого связующего и растворителя. В них в качестве загустителя используют дисульфид молибдена, графит, технический углерод и т. п. После отверждения (испарения растворителя) твердые смазки превращаются в золи с низким коэффициентом сухого трения.
| Применение | Класс по NLGI | Обслуживание |
|---|---|---|
| Шасси | LA | Мягкие условия, частая замена |
| LB | Редкая замена, высокие нагрузки, контакт с водой | |
| Подшипники колес | GA | Мягкие условия |
| GB | Средние условия, типичные для большинства автомобилей | |
| GC | Жесткие условия, высокие температуры, эксплуатация в режиме частых пусков и остановок |
По составу смазки разделяют на четыре группы.
1. Мыльные. В качестве загустителя используются соли высших карбоновых кислот (мыла). Наиболее распространены кальциевые, литиевые, бариевые, алюминиевые и натриевые смазки. Мыльные смазки в зависимости от жирового сырья называют условно синтетическими, на основе синтетических жирных кислот, или жировыми – на основе природных жирных кислот, например синтетические или жировые солидолы.
2. Неорганические. В качестве загустителя использованы термостабильные высокодисперсные неорганические вещества. Это силикагелевые, бентонитовые, графитные смазки и др.
3. Органические. Для их получения используют термостабильные, высокодисперсные органические вещества. Это полимерные, пигментные, полимочевинные, сажевые смазки и др.
4. Углеводородные. В качестве загустителей используют тугокоплавкие углеводороды: петролатум, церезин, парафин, различные природный и синтетический воск.

По области применения ГОСТ 23258–78 разделяет смазки на антифрикционные, консервационные, уплотнительные и канатные. Такая классификация более удобна для разработчиков техники. Антифрикционные смазки уменьшают износ и трение сопряженных деталей. Консервационные смазки снижают коррозионное разрушение металлоизделий. Уплотнительные смазки герметизируют зазоры и неплотности узлов и деталей. Канатные смазки наряду со снижением коррозионного разрушения стальных канатов также снижают износ отдельных проволок при их трении друг о друга.
Немаловажная проблема – совместимость смазок разного состава. При замене смазочного материала в узле трения не всегда полностью удаляется предыдущая закладка. Так, в шарнирах рулевого управления автомобилей после четырехкратного шприцевания остается до 40% «старой» смазки. При смешении «старой» и «новой» смазок ухудшаются эксплуатационные характеристики смеси по сравнению с исходным продуктом. Эта смесь вытекает из узла трения либо чрезмерно уплотняется, снижая надежность узла. Следовательно, при выборе новой смазкизаменителя потребителю полезно знать, можно ли смешивать смазки разных марок. Основным фактором, определяющим совместимость смазок, является природа загустителя. Жидкая основа, присадки и добавки существенного влияния на совместимость не оказывают. Со смазками всех марок совместимы консервационные материалы, загущенные тугоплавкими углеводородами (парафином, церезином). Совместимы почти все продукты, загущенные стеаратом натрия и оксистеаратом лития. Плохо совместимы смазки с силикагелем, стеаратом лития и полимочевиной.
Сейчас в России вырабатывается примерно 150 наименований пластичных материалов в количестве 45…50 тыс. т/год. По структуре производства мыльных смазок Россия значительно отстает от Западной Европы и США, где основными являются литиевые смазки – в США 60% общего объема и в Западной Европе 70%. В России их доля невелика – 23,4%, или около 10 тыс. т/год.
Современные смазки на 12-гидроксистеарате лития, например типа Литол24, хорошо работают в широком диапазоне температур – от –40 до +120 °С, имеют хорошие эксплуатационные свойства, заменяют многие устаревшие продукты, такие как консталин, 113, солидолы и др. Это перспективные и конкурентоспособные материалы.
Более перспективны смазки, приготовленные на комплексном литиевом мыле. Они работают в более широком диапазоне температур (от –50 до +160…200 °С), нагрузок и скоростей. Комплексная литиевая смазка ЛКСметаллургическая в ряде случаев заменяет ИП1, 113, ВНИИНП242, Литол24. Комплексные литиевые смазки также применяются в оборудовании текстильной, станкостроительной, автомобильной и других отраслей промышленности, в подшипниках ступиц колес автомобилей.
Основу отечественного ассортимента – 44,4% – составляют устаревшие гидратированные кальциевые смазки (солидолы), доля которых в развитых странах, например в США, не превышает 4%. Производство натриевых и натриевокальциевых смазок в России составляет 31% общего объема, или до 12,5 тыс. т/год. Эти материалы имеют хорошие характеристики и применяются при температурах от –30 до +100 °С. Доля прочих мыльных смазок в России невелика – 0,3%, или 89 т/год. Это продукты на алюминиевых, цинковых, смешанных мылах (литиевокальциевых, литиевоцинковых, литиевоцинковосвинцовые, бариевосвинцовые и др.), а также получаемые путем смешения готовой смазки с металлическим порошком.
Доля немыльных смазок, приготовленных на неорганических загустителях (аэросилы, силикагели, сажа, бентонит), в России всего 0,2%, или менее 10 т/год. Главным образом это узкоспециализированные термостойкие (до 200…250 °С) и химически стойкие смазки. В США доля этих материалов – 6,7%. Немыльные смазки готовят на органических загустителях – полиуреатах, пигментах. Полиуреатные продукты нового поколения, приготовленные на нефтяных и синтетических углеводородных маслах, работают при температурах до 220 °С и по этому показателю близки к термостойким тефлоновым смазкам на основе перфторполиэфиров, выгодно отличаясь от последних значительно меньшей ценой. В США доля производства этих материалов составляет 6% и непрерывно увеличивается. В России полиуретановые смазки не выпускают.
Объемы производства отечественных углеводородных материалов составляют 3 тыс. т/год. В основном это консервационные и канатные смазки. Полужидкие смазки типа Трансол200, Редукторная вырабатывают в России в объеме всего около 20 т/год.
| Тип смазки | 1992 г. | 2000 г. | ||
|---|---|---|---|---|
| % | тыс. т | % | тыс. т | |
| Литиевые | 17,23 | 16,8 | 21,75 | 9,83 |
| Литиевые комплексные | 0,16 | 0,16 | 0,09 | 0,04 |
| Натриевые и натриево-кальциевые | 2,28 | 2,22 | 28,83 | 13,03 |
| Кальциевые гидратированные | 62,67 | 61,1 | 41,42 | 18,72 |
| Кальциевые комплексные | 0,42 | 0,41 | 0,93 | 0,42 |
| Прочие мыльные | 1,36 | 1,33 | 0,29 | 0,1316 |
| Неорганические | 0,08 | 0,08 | 0,02 | 0,008 |
| Органические | – | – | – | 0,0004 |
| Углеводородные | 6,46 | 6,3 | 6,64 | 3,0 |
| Полужидкие | 9,23 | 9 | 0,04 | 0,02 |
Анализ отечественного ассортимента смазок позволяет сделать следующие выводы. В России сохраняется неблагоприятная структура ассортимента: большая доля низкокачественных гидратированных кальциевых смазок и незначительная доля высокоэффективных литиевых. Комплексные литиевые смазки выпускают в малых количествах. Большинство пластичных материалов массового применения морально устарело еще 20…30 лет назад, ассортимент практически не обновляется.
Экономический рост, особенно в автомобильной, металлургической, нефтегазодобывающей отраслях промышленности, стимулирует рост потребления пластичных материалов, в том числе высококачественных автомобильных смазок, смазок для металлургического оборудования, работающего при максимальной температуре до 150 °С, а также арматурных и резьбовых.
Пластичная смазка — Википедия
Материал из Википедии — свободной энциклопедии
Пластичная смазка GB LubricantsПластичные (консистентные) смазки — это структурированный и самостоятельный вид смазочных материалов, имеющий двухкомпонентную основу, как правило, состоящего из базового масла и загустителя.
Основным свойством и достоинством пластичных смазок является способность достаточно долгое время удерживаться на поверхности элементов и предотвращать коррозию металла. Более того, не менее важную роль играет увеличение эксплуатационного ресурса пар трения и качения. Консистентные современные смазки не вытекают и не выдавливаются из узлов трения, даже если они негерметизированные. Также они имеют более широкий температурный диапазон и спектр применения по сравнению с остальными видами масел.
Чаще всего используются в:
- подшипниках и ступицах,
- канатах и их сердечниках,
- амортизаторах и сальниках,
- винтовых и цепных передачах,
- редукторах.
Классификация[править | править код]
По составу:
- Мыльные — соли высших карбоновых кислот.
- Органические — термостабильные органические компоненты.
- Неорганические — высокодисперсные термостабильные соединения.
- Углеводородные — тугоплавкие углеводороды (парафин, синтетический воск).
По спектру использования:
- Канатные — используются на поверхности и у сердечника. Снижают интенсивность коррозии. Уменьшают силу трения между отдельными стальными проволочками каната.
- Антифрикционные — самая распространенная категория. Используется для снижения трения и износа двух или более частей взаимодействующих деталей.
- Уплотнительные — уменьшают зазоры в шестернях и зубьях пар трения и качения.
- Консервационные — создают защитный слой и снижают на 95% коррозионные процессы на поверхности металлических деталей.
Пластичные смазки — это… Что такое Пластичные смазки?
консистентные смазки, Смазочные материалы, проявляющие в зависимости от нагрузки свойства жидкости или твёрдого тела. При малых нагрузках они сохраняют свою форму, не стекают с вертикальных поверхностей и удерживаются в негерметизированных узлах трения. П. с. состоят из жидкого масла, твёрдого загустителя, присадок и добавок. Частицы загустителя в составе П. с., имеющие коллоидные размеры, образуют структурный каркас, в ячейках которого удерживается дисперсионная среда (масло). Благодаря этому П. с. начинают деформироваться подобно аномально-вязкой жидкости только при нагрузках, превышающих предел прочности П. с. (обычно 0,1—2 кн/м2, или 1—20 гс/см2). Сразу после прекращения деформирования связи структурного каркаса восстанавливаются и смазка вновь приобретает свойства твёрдого тела. Это позволяет упростить конструкцию и снизить вес узлов трения, предотвращает загрязнение окружающей среды. Сроки смены П. с. больше, чем смазочных материалов. В современных механизмах П. с. часто не меняют в течение всего срока их службы. Промышленность СССР в 1974 выпускала около 150 сортов П. с. Их мировое производство составляет около 1 млн. т в год (3,5% выпуска всех смазочных материалов). П. с. получают, вводя в нефтяные, реже синтетические, масла 5—30 (обычно 10—20) % твёрдого загустителя. Процесс производства периодический. В варочных котлах готовят расплав загустителя в масле. При охлаждении загуститель кристаллизуется в виде сетки мелких волокон. Загустители с температурой плавления выше 200—300 °С диспергируют в масле при помощи гомогенизаторов, например коллоидных мельниц. При изготовлении в состав некоторых П. с. вводят Присадки (антиокислительные, антикоррозионные, противозадирные и др.) или твёрдые добавки (антифрикционные, герметизирующие).П. с. классифицируют по типу загустителя и по области применения. Наиболее распространены мыльные П. с., загущенные кальциевыми, литиевыми, натриевыми мылами высших жирных кислот. Гидратированные кальциевые П. с. (солидолы) работоспособны до 60—80 °С, натриевые до 110 °С, литиевые и комплексные кальциевые до 120—140 °С. На долю углеводородных П. с., загущаемых парафином и церезином, приходится 10—15% всего выпуска П. с. Они имеют низкую температуру плавления (50—65 °С) и используются в основном для консервации металлоизделий.
В зависимости от назначения и области применения различают следующие типы П. с. Антифрикционные, снижающие трение скольжения и уменьшающие износ. Их применяют в подшипниках качения и скольжения, шарнирах, зубчатых и цепных передачах индустриальных механизмов, приборов, транспортных, с.-х. и др. машин. Консервационные, предотвращающие коррозию металлоизделий. В отличие от др. покрытий (окраска, хромирование) они легко удаляются с трущихся и др. поверхностей при расконсервировании механизма. К уплотнительным П. с. относятся арматурные (для герметизации прямоточных задвижек, пробковых кранов), резьбовые (для предотвращения заедания тяжелонагруженных или высокотемпературных резьбовых пар), вакуумные (для герметизации подвижных вакуумных соединений).
Лит.: Бонер К. Дж., Производство и применение консистентных смазок, пер. с англ., М., 1958; Синицын В. В., Подбор и применение пластичных смазок, 2 изд., М., 1974; Фукс И. Г., Пластичные смазки, М., 1972.
В. В. Синицын.
Смазочные материалы — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 26 мая 2017; проверки требуют 5 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 26 мая 2017; проверки требуют 5 правок. Лыжная мазь «Висти» советского производства в фирменной упаковке
Лыжная мазь «Висти» советского производства в фирменной упаковкеСма́зочные материа́лы — твёрдые, пластичные, жидкие и газообразные вещества, используемые в узлах трения автомобильной техники, промышленных машин и механизмов, а также в быту для снижения износа, вызванного трением.
Назначение и роль смазочных материалов (смазок и масел) в технике[править | править код]
Смазочные материалы широко применяются в современной технике, с целью уменьшения трения в движущихся механизмах (двигатели, подшипники, редукторы, и.т д), и с целью уменьшения трения при механической обработке конструкционных и других материалов на станках (точение, фрезерование, шлифование и т. д.). В зависимости от назначения и условий работы смазочных материалов (смазок), они бывают твёрдыми (графит, дисульфид молибдена, иодид кадмия, диселенид вольфрама, нитрид бора гексагональный и т. д.), полутвёрдыми, полужидкими (расплавленные металлы, солидолы, консталины и др), жидкими (автомобильные и другие машинные масла), газообразными (углекислый газ, азот, инертные газы).
В зависимости от характеристик материалов кинематической пары, для смазки могут быть использованы жидкие (например, минеральные, синтетические и полусинтетические масла) и твёрдые (фторопласт, графит, дисульфид молибдена) вещества.
По материалу основы смазки делятся на:
- минеральные — в их основе лежат углеводороды, продукты переработки нефти
- синтетические — получаются путём синтеза из органического и неорганического (например, силиконовые смазки) сырья
- органические — имеют растительное происхождение (например: касторовое масло, пальмовое масло)
Смазки могут иметь комбинированную основу.
Классификация[править | править код]
Все жидкие смазочные материалы делятся на классы по вязкости (классификация SAE для моторных и трансмиссионных масел, классификация ISO VG (viscosity grade) для промышленных масел), и на группы по уровню эксплуатационных свойств (классификации API, ACEA для моторных и трансмиссионных масел, классификация ISO для промышленных масел.
По агрегатному состоянию делятся на:
- твёрдые,
- полутвёрдые,
- полужидкие,
- жидкие,
- газообразные.
По назначению:
- Моторные масла — применяемые в двигателях внутреннего сгорания.
- Трансмиссионные и редукторные масла — применяемые в различных зубчатых передачах и коробках передач.
- Гидравлические масла — применяемые в качестве рабочей жидкости в гидравлических системах.
- Пищевые масла и жидкости — применяемые в оборудовании для производства пищи и упаковки, где возможен риск загрязнения продуктов смазывающим веществом.
- Промышленные масла (текстильные, для прокатных станов, закалочные, электроизоляционные, теплоносители и многие другие) — применяемые в самых разнообразных машинах и механизмах с целью смазывания, консервации, уплотнения, охлаждения, выноса отходов обработки и др.
- Электропроводящие смазки (пасты) — применяемые для защиты электрических контактов от коррозии и снижения переходного сопротивления контактов. Электропроводящие смазки изготавливаются консистентными.
- Консистентные (пластичные) смазки — применяемые в тех узлах, в которых конструктивно невозможно применение жидких смазочных материалов.
- Ильченко Андрей. Смазывание подшипников качения. 2008
- API 1509, Engine Oil Licensing and Certification System, 15th Edition, 2002. Appendix E, API Base Oil Interchangeability Guidelines for Passenger Car Motor Oils and Diesel Engine Oils (revised) (англ.)
- Boughton and Horvath, 2003, Environmental Assessment of Used Oil Management Methods, Environmental Science and Technology, V38 (англ.)
- I.A. Inman. Compacted Oxide Layer Formation under Conditions of Limited Debris Retention at the Wear Interface during High Temperature Sliding Wear of Superalloys, Ph.D. Thesis (2003), Northumbria University ISBN 1-58112-321-3
- Mercedes-Benz oil recommendations, extracted from factory manuals and personal research (англ.)
- Lubricant Additives: Chemistry and Applications, Leslie R. Rudnick, CRC Press (англ.)
| ТРЕНИЕ – это сила, возникающая на границе контакта двух движущихся относительно друг друга тел, препятствующая движению
одного тела по поверхности другого. В технике влияние трения крайне негативно,
так как оно неизбежно влечет за собой непроизводительные расходы энергии, износ машин и механизмов.
Ежегодный ущерб, который наносит трение экономике ведущих технически развитых стран мира, исчисляется биллионами Евро. Поэтому
неудивительно, что лучшие ученые, лучшие умы в области трибологии – науки о трении – бьются над проблемой снижения трения и,
соответственно, уменьшения непроизводительных
энергозатрат, износа машин и механизмов. Специалисты компании Liqui Moly также вносят весьма существенную лепту в общее дело борьбы с трением и износом. И, в первую очередь, это передовые, уникальные и подчас не имеющие аналогов разработки в области создания и производства так называемых энергосберегающих смазочных материалов. Существуют различные виды трения: трение скольжения, трение качения и комбинированное трение качения/скольжения. Для снижения потерь на трение и, соответственно, уменьшения износа поверхностей используются самые разнообразные смазывающие материалы: масла, консистентные смазки, пасты и лаки скольжения. Пасты отличаются наличием в составе твердых смазывающих компонентов: графита, дисульфида молибдена, керамики, металлов, что позволяет обеспечить достижение наилучших высокотемпературных свойств. В тех случаях, когда конструкция узла трения исключает возможность использования жидких масел, или когда нет необходимости в охлаждении деталей узлов и механизмов, наиболее подходящим смазочным материалом являются пластичные смазки. Пластичные смазки можно представить как некое «загущенное» базовое масло. При этом особо стоит отметить тот факт, что смазывающая пленка, создаваемая пластичной смазкой, всегда оказывается толще, нежели создаваемая только базовым маслом. На первый взгляд, структура высококачественных пластичных смазок сходна со структурой жидких масел: то же базовое масло, те же присадки, загустители. Однако основное различие между ними заключается в типе загустителя. Тип, количество загустителя, его химические свойства – все это, в конечном итоге, и определяет получение пластической смазки заданной консистенции (классификация по NLGI). Различные комбинации базовых масел и загустителей обеспечивают, соответственно, и получение пластических смазок с различными служебными свойствами и характеристиками, которые используются для решения тех или иных конкретных задач. Пластичные смазки с высокими эксплуатационными характеристиками находят широкое применение в тех случаях, когда условия работы исключают использование обычных масел. Между тем, прогресс во многих областях техники неразрывно связан с увеличением производительности оборудования, что, как правило, ведет и к ужесточению условий его эксплуатации. Именно поэтому в последнее время столь существенно возрастает роль специальных смазочных матриалов, которые, с одной стороны, позволяют обеспечить высокопроизводительную работу современного и подчас весьма дорогостоящего оборудования, а с другой стороны, надежно защищают его от износа и преждевременного выхода из строя. Существуют два основных пути снижения трения и износа. Первый путь – это использование химически активных присадок, которые либо повышают способность смазочного материала выдерживать большие нагрузки, либо, воздействуя непосредственно на металл, сглаживают его микрошероховатость. Второй путь – это применение пластичных смазок с плакирующими присадками, содержащих в своем составе мелкодисперсные частицы специального вещества или соединения (в виде тончайших пластинчатых включений) – дисульфид молибдена, графит или керамику. Эти включения, осаждаясь на поверхности металла, делают ее более гладкой. При разработке современных смазочных материалов с супевысокими эксплуатационными характеристиками в Liqui Moly успешно применяют оба эти метода. При этом возникает синергетический эффект, когда два используемых способа снижения трения и изнашивания взаимно усиливают действие друг друга. В результате достигается качественно иной, существенно более высокий результат, нежели простое «арифметическое» сложение эффективности воздействия каждого в отдельности взятого метода. В конечном итоге, все это позволяет получать качественно новые смазочные материалы, с более высокими эксплуатационными характеристиками и пролонгированным сроком сменности, а также в большей степени и полнее удовлетворять потребности потребителя. КЛАССИФИКАЦИЯ ПЛАСТИЧНЫХ СМАЗОКХАРАКТЕРИСТИКИ ПЛАСТИЧНЫХ СМАЗОКВОДОСТОЙКОСТЬ Применительно к пластичным смазкам обозначает несколько свойств: устойчивость к растворению в воде, способность поглощать влагу, проницаемость смазочного слоя для паров влаги, смываемость водой со смазываемых поверхностей. МЕХАНИЧЕСКАЯ СТАБИЛЬНОСТЬ Характеризует тиксотропные свойства, т.е. способность смазок практически мгновенно восстанавливать свою структуру (каркас) после выхода из зоны непосредственного контакта трущихся деталей. Благодаря этому уникальному свойству смазка легко удерживается в негерметизированных узлах трения. ТЕРМИЧЕСКАЯ СТАБИЛЬНОСТЬ Способность смазки сохранять свои свойства при воздействии повышенных температур. КОЛЛОИДНАЯ СТАБИЛЬНОСТЬ Характеризует выделение масла из смазки в процессе механического и температурного воздействия при хранении, транспортировке и применении. ХИМИЧЕСКАЯ СТАБИЛЬНОСТЬ Характеризует в основном устойчивость смазок к окислению. ИСПАРЯЕМОСТЬ Оценивает количество масла, испарившегося за определенный промежуток времени, при нагреве ее до максимальной температуры применения. КОРРОЗИОННАЯ АКТИВНОСТЬ Способность компонентов смазки вызывать коррозию металла узла трения. ЗАЩИТНЫЕ СВОЙСТВА Способность смазок защищать трущиеся поверхности металлов от воздействия коррозионно-активной внешней среды (вода, растворы солей и т.д.). ВЯЗКОСТЬ Густота смазок описывается степенью проникновения по данным из таблиц и может быть приведена к клас- сификации по NLGI. Реологические свойства смазок (структурная вязкость) гораздо меньше зависят от температуры, чем у ма- сел. Самыми распространенными являются мылозагущенные смазки, где в качестве загустителя использу- ются литиевые, натриевые, кальциевые и другие соли жирных кислот (мыла). Такие смазки становятся жид- кими, когда температура каплепадания превышена. Отлично от совместимости базовых масел, загустители должны рассматриваться на совместимость для совместного использования. Любая несовместимость отри- цательно влияет на производительность смазок. Современные смазки сформированы таким образом, что во время критических нагрузок их присадки создают смазывающую пленку, которая обеспечивает надеж- ность функционирования. Определяется величинами потерь на внутреннее трение в смазке. Фактически определяет пусковые характеристики механизмов, легкость подачи и заправки в узлы трения. Число пенетрации (вязкость для консистентных смазок) определяется по глубине проникновения конуса в слой смазки под действием силы тяжести. Так определяется принадлежность смазки к определенному клас- су NLGI. СТРОЕНИЕ СМАЗОКМАРКИРОВКА СМАЗОККОНСИСТЕНТНЫЕ СМАЗКИ
ПРИМЕНЕНИЕ: При тяжелых условиях эксплуатации и для шарниров равных угловых скоростей. Используется при сборке, обслуживании и ремонте автомобилей. Применяется в машиностроении, включая полиграфическое оборудование и т.д.
ПРИМЕНЕНИЕ: Стандартная для пластических смазок. Не допускает смешение с другими аналогичными продук- тами. Перед закладкой смазки подшипниковый узел должен быть чистым и сухим. Упаковка 400 гр. (картуш) рас- считана специально под шприц высокого давления.
ПРИМЕНЕНИЕ: Применяется для смазки ступичных подшипников автомобилей с дисковыми тормозами или универсально для высоконагруженных узлов. Не рекомендуется смешивать с другими типами смазок.
ПРИМЕНЕНИЕ: Стандартная для пластических смазок. Наносится на сухие очищенные поверхности. Не рекомендуется смешивать с другими типами смазок.
ПРИМЕНЕНИЕ: Используется для надежной смазки подшипников, петель и направляющих скольжения. Идеально подходит для применения в домашнем, садовом хозяйстве, для хобби, гаража и мастерской. Перед нанесением необходимо тщательно очистить поверхность от загрязнений и остатков прежнего смазочного материала. На места скольжения наносить тонким слоем. При использовании соблюдайте предписания автопроизводителей.
ПРИМЕНЕНИЕ: Обычно для пластических смазок. Перед нанесением обрабатываемые поверхности трения должны быть тщательно очищены и высушены. Не допускается смешивать с другими пластичными смазками.
ПРИМЕНЕНИЕ: Применяется аналогично консистентным смазкам для приводов и подшипников.
СМАЗКИ В АЭРОЗОЛЬНОЙ УПАКОВКЕПо составу принципиально не отличаются от смазок в обычной фасовке. Благодаря наличию высокоактивных компонентов обладают чрезвычайно высокой проникающей способностью. Помогают быстро и без поломок разъединять прикипевшие и заржавевшие метизы. Незаменимы при проведении ремонтных работ, сборке и разборке узлов и механизмов. Экономят время и существенно повышают производительность труда. Сотни применений на производстве, ремонтных мастерских, в гараже и в быту. Пасты, в отличие от пластичных смазок, содержат дополнительные твердые компоненты. Поэтому они не утрачивают свою работоспособность даже тогда, когда базовое масло подверглось термической или хими- ческой деструкции.
ПРИМЕНЕНИЕ: Используется для смазки, предупреждения пригара и защиты от коррозии конструкционных элементов, работающих при высокой температуре, включая высоко нагруженные штекерные и винтовые соединения. В частности, может использоваться для обработки резьбы свечей зажигания, соединений суппортов механизма дисковых тормозов, штекерных соединений системы выпуска и т.д. Антипригарная медная паста находит самое широкое применение в машиностроении, химической и нефтехимической промышленности, электротехнической промышленности и некоторых других областях.
|
Статья о пластичных смазках. Роль смазки в работе подшипника. Виды пластичных смазок.
Пластичные смазки, используются повсеместно. Они обслуживают промышленные станки и конвейеры, сельскохозяйственную технику и городской электротранспорт, подшипниковые узлы, работающие на предельных скоростях и при высоких температурах. Подобные условия эксплуатации диктуют особое внимание к качеству продукта, соответствию всех его характеристик ГОСТу и условиям использования. Пластические смазки позволяют экономить на смазочном материале и успешно применяются как закладные и консервационные, обеспечивая герметичную защиту узла. Свойства смазки определяют компоненты, которые входят в её состав: масло, загуститель, добавочные модифицирующие присадки.
Одним из важнейших условий работы подшипника является правильная его смазка. Недостаточное количество смазочного материала или неправильно выбранный смазочный материал неизбежно приводит к преждевременному износу подшипника и сокращению срока его службы.
Смазка определяет долговечность подшипника не в меньшей мере, чем материал его деталей. Особенно возросла роль смазки с повышением напряженности работы узлов трения: с повышением частот вращения, нагрузок и в первую очередь температуры (наиболее значительного фактора, обусловливающего долговечность смазочного материала в подшипнике).
Пластичная смазка в подшипниковых узлах выполняет следующие основные функции:
- образует между рабочими поверхностями необходимую упруго гидродинамическую масляную пленку, которая одновременно смягчает удары тел качения о кольца и сепаратор, увеличивая этим долговечность подшипника и снижая шум при его работе;
- уменьшает трение скольжения между поверхностями качения, возникающее вследствие их упругой деформации под действием нагрузки при работе подшипника;
- уменьшает трение скольжения, возникающее между телами качения, сепаратором и кольцами;
- служит в качестве охлаждающей среды;
- способствует равномерному распределению тепла, образующегося при работе подшипника, по всему подшипнику и предотвращает этим развитие высокой температуры внутри подшипника;
- защищает подшипник от коррозии;
- препятствует проникновению в подшипник загрязнений из окружающей среды.
Смазывание подшипников качения в основном выполняется с помощью пластичных смазочных материалов (пластичными смазками) и жидких масел.
Главными критериями выбора вида смазочного материала являются рабочие условия подшипников качения, а именно:
- температура,
- нагрузка,
- скорость вращения,
- колебания,
- вибрации,
- ударная нагрузка,
- влияние окружающей среды (температура, влажность, агрессивность и др.).
Жидкие масла являются, несомненно, наиболее предпочтительными для смазывания подшипников. Во всех случаях, где это возможно, следует применять именно их. Существенным преимуществом жидких масел по сравнению с пластичной смазкой является улучшенный отвод тепла и частиц изношенного материала от узлов трения, а также отличная проникающая способность и отличное смазывание. Однако по сравнению с пластичной смазкой недостатками жидких масел являются конструкционные расходы, необходимые для того, чтобы удержать их в подшипниковом узле, а также опасность их утечки. Поэтому на практике по возможности стараются применять пластичные смазочные материалы. Основное преимущество пластичной смазки перед жидким маслом заключается в том, что она более длительное время работает в узлах трения и снижает, таким образом, конструкционные расходы. Более 90% всех подшипников качения смазываются именно пластичной смазкой.
Смазывание подшипника пластичной смазкой
Пластичные смазки – это мазеобразные продукты, чьи состав и свойства разработаны для снижения трения и износа при превышении широчайшего предела температур и периода времени. Смазки бывают твердыми, полужидкими или мягкими, состоящими из:
- загустителей,
- смазочной жидкости, выступающей в качестве базового масла,
- добавок (присадок).
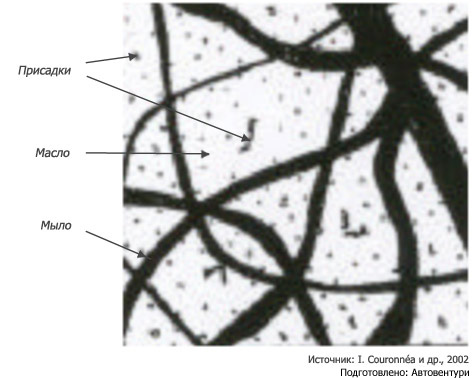
Рисунок 1.1 — Микроструктура пластичной смазки
Масло, присутствующее в смазочном материале, называется его базовым маслом. Пропорции базового масла могут изменяться в зависимости от типа и количества сгустителя и возможного применения смазки. Для большинства смазок, содержание базового масла колеблется от 85% до 97%.
В качестве базовых масел используют:
- минеральные масла,
- синтетические масла, в том числе сложноэфирные синтетические и силиконовые масла;
- на растительных маслах;
- на смеси вышеперечисленных масел (в основном минеральных и синтетических).
Наиболее широкого применяются пластичные смазки на основе минерального масла и металлических мыл, металлических комплексных мыл, неорганических и органических загустителей. Они пригодны для работы при температуре до 150 ºС.
Синтетические смазки превосходят минеральные по ряду качеств, таких как неокисляемость, низко- и высокотемпературные характеристики, устойчивость по отношению к жидким и газообразным реагентам. Специальное синтетическое базовое масло и загуститель играют немаловажную роль в определении вышеуказанных свойств.
Сложноэфирное синтетическое масло – это сочетание кислоты, спирта и воды в качестве субпродукта. Сложные эфиры высоких спиртов с двухосновными жирными кислотами формируют сложноэфирные масла, используемые в качестве синтетических смазочных масел и базовых масел. Такие пластичные смазки обычно используются для низких температур и высоких скоростей.
Различные виды силиконового базового масла имеют в своем составе метил силикона, фенил метил силикона, хлорофенилметил силикона и т.д. В дополнение к обычным металлическим и комплексным мылам, синтетические органические загустители имеют важное значение для производства силиконовых смазок. Они позволяют полнее использовать хорошие высокотемпературные характеристики силиконовых масел. Силиконовые смазки также имеют очень хорошие низкотемпературные параметры. Недостатком является малая нагружаемость смазочной пленки силиконовой смазки. Они непригодны для трения скольжения металла по металлу, так как может появиться значительный износ или рифление.
В последнее время получили распространение пластичные смазки на основе перфторированного полиэфирного масла (PFPE), обладающего исключительной термической стабильностью и нетоксичностью, способностью работать в условиях глубокого вакуума и нейтральностью к широкому спектру химических веществ. Смазки с использованием PFPE разрабатываются специально для эксплуатации в условиях:
- высоких температур — до 300 ºС;
- глубокого вакуума — остаточное давление до 10-10 Па и менее;
- агрессивных сред;
- возможного контакта с пищевыми продуктами;
- контакта с различными полимерами.
Растительные масла в качестве базовых масел пластичных смазок применяются крайне редко. В основном, когда требуются применение возобновляемых ресурсов и возможность биологического распада. Масло из семян рапса — очень экономически эффективное натуральное эфирное базовое масло. Узкий температурный диапазон ограничивает возможности использования. Подсолнечное масло имеет более широкий температурный диапазон. Однако более высокая цена ограничивает экономические возможности использования.
Для снижения себестоимости в ряде случаев смешиваются дешевые и дорогие виды или сорта базовых масел. Однако при этом эксплуатационные свойства пластичных смазок, основанные на смешанных маслах, могут ухудшиться.
Загустители делятся на мыльные и немыльные, и сами по себе придают смазке определенные свойства. Мыльные смазки могут быть разделены на простые и сложные (комплексные) мыльные смазки, каждая из которых определяется названием катиона, на котором основано мыло (т.е. литиевые, натриевые, кальциевые, бариевые или алюминиевые мыльные смазки).
Смазочные вещества, изготовленные из алюминиевых мыл и минеральных масел, характеризуются прозрачностью, хорошим сцеплением и хорошей устойчивостью к воде. Они были очень важны в 1940-х годах, но в настоящее время их место занято другими смазками, например литиевыми. Это связано с тем, что смазки с алюминиевым мылом более устойчивы к сдвигу, имеют относительно низкую точку каплепадения (около 1100С), и они могут превращаться в гель. Максимальные температуры колеблются в пределах от 60 0С до 100 0С.

Рисунок 1.2 — Структура пластичной смазки на основе комплексного алюминиевого мыла и минерального базового масла
Смазочные материалы, производящиеся из комплексных алюминиевых мыл и минеральных или синтетических базовых масел имеют высокую температурную стабильность, хорошую водостойкость; расчетные температуры находятся в пределах до 140 ºC, точка каплепадения в некоторых случаях может превышать 250 ºC.
Смазки, производимые из бариевого или комплексного бариевого мыл с минеральными или синтетическими базовыми маслами имеют хорошую водостойкость, высокую нагружаемость и высокую устойчивость к сдвигам. Точка каплепадения для смазки на основе бариевого мыла составляет около 150 ºC, точка каплепадения для смазок на комплексного бариевого мыла может превышать 220 ºC в некоторых случая (в зависимости от их консистенции). За последние три десятилетия смазочные материалы на основе комплексного бариевого мыл хорошо зарекомендовали себя во всех областях промышленности. Промышленное производство смазок на основе комплексного бариевого мыла достаточно сложно.
Смазочные материалы основаны на минеральных или синтетических маслах со сгустителями в виде металлических мыл кальция точка каплепадения смазки на основе кальциевого мыла составляет менее 130 ºC. Сегодня Са-12-гидроксистеарат используется почти для всех простых кальциевых смазок. Эти смазки разрушаются, если термически перегружены, т.к. вода в загустителе испаряется.
В применимых диапазонах температур приблизительно до 70 ºC, смазки на основе кальциевых мыл становятся водоотталкивающими и полностью водостойкими. Соответственно, концентрация загустителя остается высокой. Если происходит перегрев, то образуется большое количество золы. Смазки на основе кальциевого мыла имеют ограничения только при использовании для роликоподшипников, но эти смазки используются в качестве герметичной смазки для предотвращения попадания воды. Современные смазки на основе комплексного кальциевого безводного мыла имеют диапазон температур, превышающий 120/130 ºC, а также точку каплепадения свыше 220 ºC. Они имеют хорошую водостойкость в указанном диапазоне температур.
| |
Рисунок 1- Структура пластичной смазки на основе литиевого мыла и минерального базового масла | Рисунок 2 — Структура пластичной смазки на основе литиевого мыла и базового масла на основе сложных эфиров |


Смазки на основе минеральных или синтетических масел, загущенные литиевым мылом (рисунки 1-2), отвечают современным стандартам высокого качества, широкого применения и относятся к универсальным смазкам. Сегодня Li-12-гидростеарат используется практически во всех простых литиевых смазках. Они водонепроницаемы, имеют высокую точку каплепадения (около 180 ºC), и имеют хорошие и очень хорошие высокотемпературные характеристики, зависящие от базового масла и его вязкости. Смазки на основе комплексных литиевых мыл характеризуются высокой термической стойкостью с точкой каплепадения, превышающей 220 ºC, а также высокой стойкостью к окислению.
Смазочные материалы, изготовленные с применением натриевых или комплексных натриевых мыл и минеральных масел, имеют хорошие адгезионные свойства. Вместе с водой они превращаются в эмульсию, и таким образом, совершенно теряют водостойкость. Малое количество воды поглощается без этого вредного воздействия, но если будет большее количество воды, то смазка превратиться в жидкость и у нее появиться способность к вытеканию. Натриевые смазки имеют относительно малые низкотемпературные характеристики, с диапазоном расчетных температур от –20 до 100 ºC. Смазки на основе комплексного натриевого мыла имеют лучшую стойкость к высоким температурам (до 160 ºC), и водостойкость в пределах до 50 ºC. Смазки на основе комплексных натриевых мыл, содержащие минеральные или синтетические масла, считаются хорошими смазками для высокотемпературных и длительных применений.
Гелевая смазка содержит неорганический загуститель, т.е. бентонит или силикагель. Этот загуститель состоит из очень тонко распределенных твердых частиц. Пористая поверхность этих частиц имеет свойство поглощать масла. Гелевые смазки не имеют четко определенной точки каплепадения или точки плавления. Они применяются в широком диапазоне температур, водостойкие, но сопротивляемость коррозии часто относительно слабая, что подходит для использования при высоких скоростях и больших нагрузках.
Полимочевины – это синтетические органические загустители для смазочных материалов. Их точки каплепадения и точки плавления в зависимости от их консистенции превышают 220 0С. Они обладают превосходной водостойкостью и хорошей смазочной способностью для металлопластиковых пар трущихся деталей и для эластомеров в зависимости от типа базового масла и вязкости. Полиуретановые смазки (таблица 3.10) на основе отдельных видов минеральных или синтетических масел являются хорошими смазками, используемыми длительное время и при высоких температурах.
Использование пластиков как синтетических органических загустителей привело к новым разработкам в области смазочных материалов. PTFE (тефлон) — один из самых термоустойчивых загустителей для высокотемпературных смазок и смазок длительного использования, базовыми маслами которых являются высококачественные масла, такие как перфторалкиловое сложноэфирное синтетическое масло. Смазки, загущенные PTFE, не имеют определенных точек каплепаденияи точек плавления. Из-за своей сравнительно низкой точки плавления, PE (полиэтилен) достаточно редко используется в качестве загустителя.
Присадки препятствуют износу и коррозии, обеспечивают дополнительный эффект снижения трения, улучшают сцепление смазки и предотвращают повреждения при пограничном и смешанном процессе трения. Таким образом, присадки улучшают качество, технические характеристики и, особенно, области применения смазки.
В качестве стандартных смазочных материалов для закрытых подшипников используются пластичные смазки на основе литиевого загустителя и минерального масла с консистенцией NLGI 2 или 3, обеспечивающие работу в диапазоне температур -20 … 100 ºС. В случае эксплуатации в особых условиях применяются специализированные пластичные смазки. Ниже приведены характеристики и основное назначение пластичных смазок применяемых в некоторых видах подшипников российского производства и ряда зарубежных производителей.
Для нормальной работы подшипников достаточно небольшого количества смазочного материала. Переполнение подшипникового узла смазкой приводит не только к большим механическим потерям, но и к ухудшению ее свойств из-за повышенной температуры и непрерывного перемешивания всей массы смазок — последняя размягчается и может вытекать из подшипникового узла. Правильное количество смазки для подшипников качения зависит от конфигурации подшипника, скорости, дополнительной направляющей поверхности и уплотнений. Общих правил использования не существует из-за разницы направляющей поверхности подшипников качения и конфигурации.
Для смазывания подшипников выпускается большое разнообразие пластичных смазок. Некоторые из них, в зависимости от области применения.
Информация частично взята с сайта http://www.snr.com.ru/e/lubrications_1_2.htm
Область применения пластичных смазок:
- Смазки общего назначения
Смазки пластичные общего назначения применяются во всех областях машиностроения, металлургии, транспорта, сельского хозяйства. Работают в узлах трения при температуре до +70о С.
Графитная смазка
Солидол Ж
Солидол С
Смазки пластичные для повышенных температур применяются в энергетике, металлургии, химической и пищевой промышленности. Работоспособны при температуре до +110о С.
Консталин
Смазка 1-13
- Многоцелевые смазки
Многоцелевые пластичные смазки для узлов трения машин и механизмов различных отраслей промышленности, сельского хозяйства и транспорта. Работоспособны при температуре от -30о С до +130о С в условиях повышенной влажности.
Фиол-1, Фиол-2
Литол-24
Лимол
- Термостойкие смазки
Смазки для узлов трения, работающих при температурах свыше +150о С.
ВНИИНП-246
ВНИИНП-231
ВНИИНП-219
ВНИИНП-210
ВНИИНП-207
Циатим-221
Смазка Графитол
- Низкотемпературные смазки
Пластичные смазки для применения в узлах трения при температурах ниже -40о С.
Лита
смазка ГОИ-54п
Циатим-203
Зимол
- Химически стойкие смазки
Смазки, стойкие к воздействию агрессивных химических сред.
ВНИИНП-294
ВНИИНП-283
ВНИИНП-282
Циатим-205
- Приборные смазки
Приборные смазки для узлов трения приборов и точных механизмов, работающих при невысоких нагрузках.
Смазка ОКБ-122-7
Циатим-201
- Автомобильные смазки
Смазки пластичные для применения в узлах автомобилей.
Смазка №158
Шрус-4
- Железнодорожные смазки
Смазки пластичные, разработанные для железнодорожного транспорта.
ЖТ-79Л, ЖТ-72
ЛЗ ЦНИИ
ЖРО
СТП-з, СТП-л
- Металлургические смазки
Металлургические смазки созданы специально для применения в металлургии.
Смазка ЛС-1П
- Смазки индустриальные
Узкоспециализированные смазки для различных отраслей промышленности.
- Смазки электроконтактные
Смазки токопроводящие для электрических контактов.
УВС Суперконт
УВС Экстраконт
УВС Примаконт
ЭПС-98, ЭПС-90, ЭПС-150, ЭПС-250
- Смазки консервационные
Пластичные смазки, предназначенные для защиты от коррозии.
Смазка консервационная пушечная ПВК
- Смазки канатные
Канатные смазки и пропиточные составы.
Торсиол-35, Торсиол-55
Канатная БОЗ
- Смазки резьбоуплотнительные (резьбовые)
Смазки для уплотнения резьбовых соединений
Арматол-60
Арматол-238
Р-402
Р-416
Р-113
Резьбол Б
Компания Центр-Ойл производит пластичные смазки.
Перечень смазок здесь 
